
You can count on one hand the number of firearms manufacturers that make their own barrels. Colt and Remington spring to mind, with Noveske right behind. But not many others. There’s a damn good reason most gun makers farm-out the work: building barrels is a tricky and expensive business. FNM’s manufacturing plant in South Carolina is another exception to the rule. Their barrel shop feeds the military side of the house: the M240 and M249 line and the M16 and M4. It also provides barrels for FN commercial products. Yup, the same machine that cranks out the barrel for an M240 produces the barrels for the FNS handgun line . . .
J-P Reconnu is the man behind FNM’s barrel shop. He’s a slender Belgian ex-pat with a short haircut and a long smile. J-P has held many positions over the years, but he seems to be at his happiest when he’s in his barrel shop at the far end of FNM’s plant. The man is a veritable font of knowledge, able to recite the smallest details of the barrels he is making — like the exact size of the gas port in an M16 barrel — on command.
As we were walking down the center walkway, J-P turned to me and asked where I wanted to start poking around. “Let’s start at the beginning.” With that, we were off.

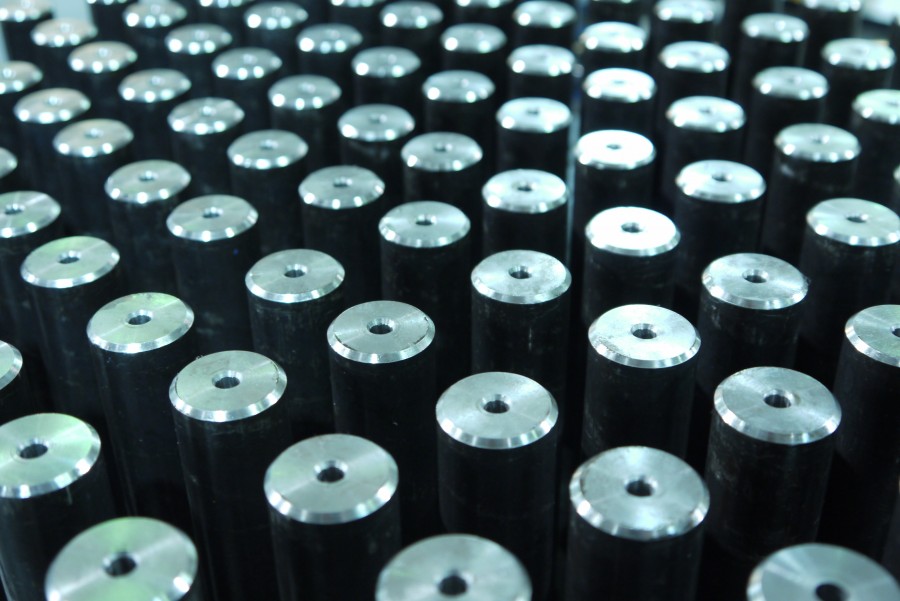
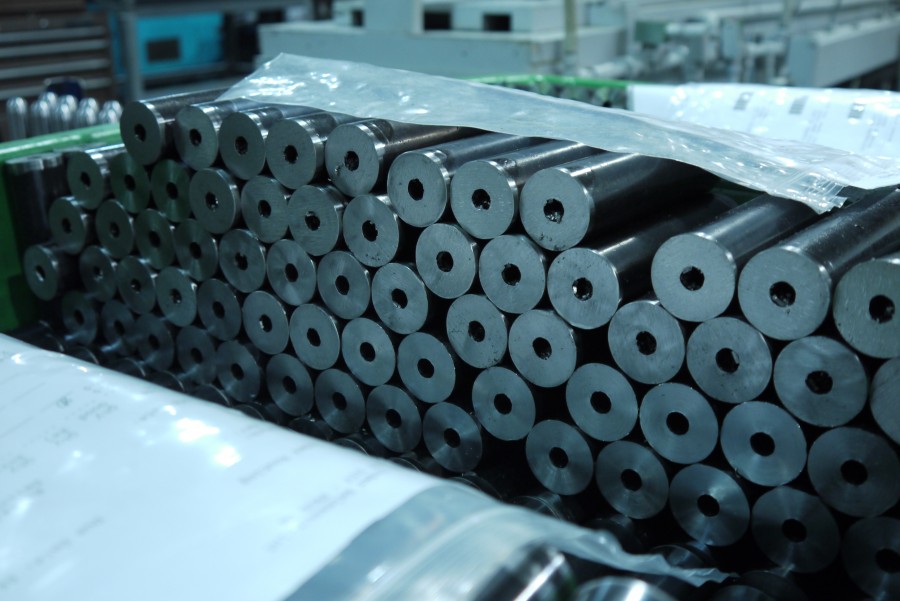
The process starts with the barrel blanks. These chunks of solid steel come from hand-picked suppliers and random QC checks are done to ensure that FN’s high standards are met. And while every single barrel blank might not get a full QC treatment, the workers visually inspect every one as they head into the first machines.
Barrel blanks come from the suppliers as a solid chunk of steel, which means no central hole for the bore. So the first step in the process is to poke a hole in the steel rod, which is harder than it sounds. The process involves using a long gun-drill with a hardened tip to bore into the rod while pressurized oil is pumped through the tip to flush out the waste material. That oily slop then flows up through a channel in the side of the drill and is collected for recycling.
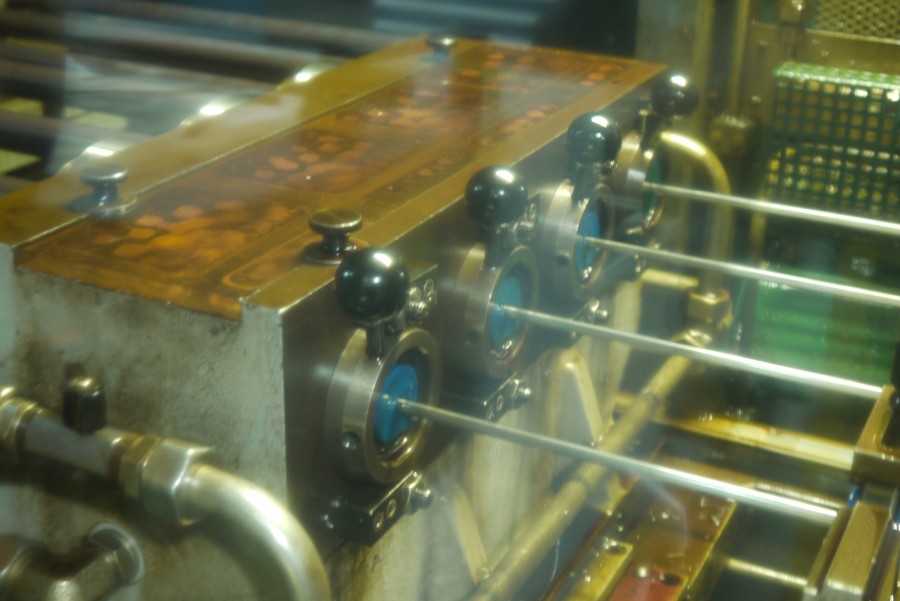
This part of the production line in the barrel shop is in a kind of temporal limbo. On one side is the old equipment, a dedicated hole boring machine followed by a dedicated honing machine in an automated cell for a highly polished tube. Moving the barrels between the machines used to be a manual process, but now a robot does it while an operator feeds the barrel blanks into the machine like a stoker firing a coal furnace. On the other side is the brand new state of the art barrel production cell, which is identical to the production methods used at FNM’s parent company, FN Herstal, in Herstal, Belgium. Here, a computer controls the whole process as the barrel is moved from one station to the next by an electric conveyor system. Out the other end comes the newly reamed barrel blanks.
Now that the barrels have their hole, it’s time to add in the rifling. There are two main methods to putting the grooves on the inside of a barrel: button rifling and cold hammer forging. Button rifling involves sending a button broach tool down the length of the barrel using hydraulic pressure that cuts and form the rifling into the barrel. Cold hammer forging involves bashing the barrel from all sides with hammers and forcing them to contact onto a tool, a mandrel, inside the barrel which has the mirror image of the desired rifling on it. Hammer forging has been proven to be the most accurate method of barrel production, providing a longer useful barrel life and greater accuracy. However, while cold hammer forging takes about 90 seconds per barrel (plus a longer setup time), button rifling is a much quicker process at about 30 seconds per barrel.

One of the more interesting things about the FNM barrel shop is that while button rifling is cheaper, everything that they make is cold hammer forged by default. The only reason they even have a button rifling process in the factory is that some U.S. military TDPs or “Technical Data Packages,” which outline product specifications, require the process to be used. But given the choice, J-P seems to prefer producing cold hammer forged barrels instead.
To this point, both handgun and rifle barrels are produced the exact same way and from the exact same length barrel blank. But after the rifling process they go their separate ways.
Handgun barrels are first sectioned down to size. FNM gets multiple barrels out of the same barrel blank, chopping it like a roll of ready-to-bake cookie dough. From there, special machines turn down the outside of the barrel to make sure that the “ID” or “inside dimensions” correspond to the “OD” or “outside dimensions.” This also ensures that the bore is exactly concentric to the outside diameter of the barrel, something that can’t be controlled 100% by the older machining processes.

From there, the handgun barrels have two large slabs of material removed from either side by traditional milling machines, and then are worked on computer controlled CNC machines to exactly fit the slides in FN’s line of handguns. At the same time, machines thread the barrel (if called for in the design). After the barrel is finished, the workers plug the holes and send it to the surface finish area for passivation or coating if needed.



Over on the rifle line, massive machines are working to turn the rough blank into a barrel with the proper profile. One massive machine takes partially finished barrels and turns them straight into properly profiled M16 barrels, complete with threading. From there, the barrel is fitted with a barrel extension and then drilled for the gas block.
One of the more interesting processes comes with the M240 barrel production. The M240 requires a rather large chunk of metal to make up the carry handle attachment point and a good spot to index the barrel for replacement in the gun. That section is actually too big to machine out of the barrel blank, so the workers add a chunk of metal after the barrel is properly profiled. They take a ring of metal slightly smaller in diameter than the barrel’s outside diameter, heat it up to expand the metal, then slip it in place and rapidly cool it. The process permanently attaches the large block to the barrel, and allows the later machining process to take place.

After the barrel itself is completely machined, the part gets shipped off to the surface treatment cell. The process is completely computer controlled — an operator tells the computer what recipe to follow and then lets the machines drive. It makes for a more even and precise finish, and also lowers the exposure of the workers to the harmful chemicals being used.

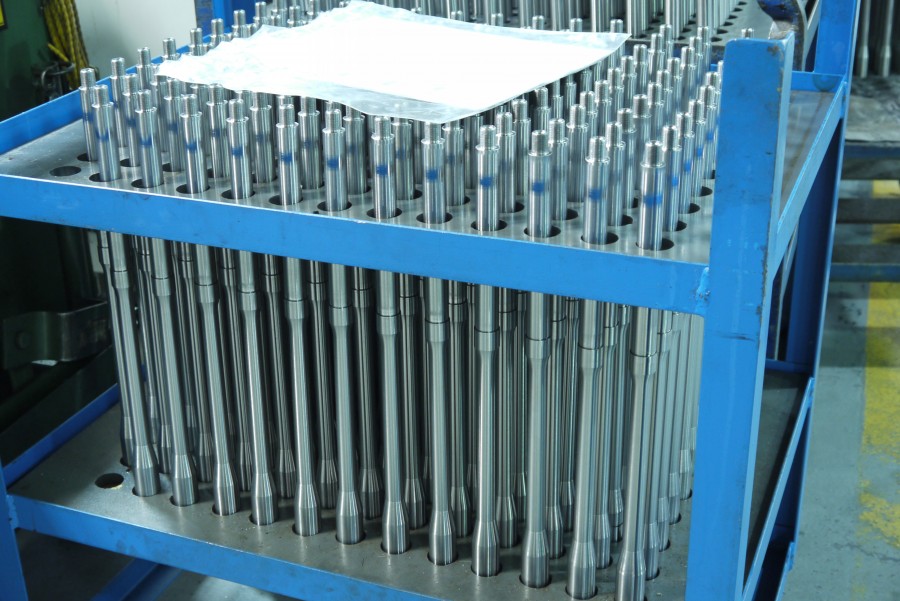
As J-P likes to say, no barrel leaves his shop unfinished. Everything that goes with the barrel, from heat shields to carry handles and gas blocks, gets attached to the barrel before it is hung on racks and shipped off to the final assembly area.


While the process sounds good, the real proof is in how well the finished guns shoot. Down at the far end of the factory, the 100 meter range is used to test every single firearm that leaves FNM for the end user. The specification for the M16 rifle states that it needs to shoot a 10 round group that hits within a 5 inch circle to pass inspection, and every single rifle is individually test fired. But as one of the weapons testers said, and backed it up with the very next rifle we saw on the line, the reality is that the guns coming out of the FN manufacturing plant hold about half that spread.

I asked the testing guys what the best grouping they ever had was. “One rifle we make for a federal law enforcement agency needs to hold 1/2 inch at 100 meters to pass, and they all do that. Usually we see about .16″ spread [measured from the center of one hole to the next]. But one time we had a group that was unmeasurable — three rounds through the same hole.”
Good barrels make good guns. For the average consumer, FN’s are among the best you can buy. And having had one in my SCAR this competition season, I can definitely attest to that.



You forgot the third way of making rifling which is using a cutter like Krieger does.
http://www.border-barrels.com/articles/bmart.htm
Noveske uses F.N barrels, they dont make their own.
FN might make Noveske’s barrel blanks (to Noveske’s specs), but all the finishing work is done in-house.
PAC-NOR supplies Noveske’s blanks. I don’t believe they contour them, pretty sure Noveske does that in house, but they supply the blanks. Last I talked to the folks at PAC-NOR, they aren’t getting into making their own AR barrels, even though they do have a section on their site that says “coming soon”.
If you look at PAC-NOR’s site, under AR barrels it simply redirects to the Noveske site.
I was humming the Johnny Cash song, “One piece at a time” while looking at these cool pictures.
I’m glad I wasn’t the only one. ALL those full auto/3 shot burst parts are probably just in Akro bins sitting on a workbench where assembly takes place. It’s all a question of inventory control methods. But, even given pretty strict controls I’m pretty sure there is probably more than one of the employees at that plant that have “Oh shit!” parts and/or weapons.
Most likely you go through metal detectors to come in and out.
LOL
I love the M-16A4 pics. Do like there barrels really good. Downside Nick too long and too much cheer leading for FN. Kreiger, Colt, and Olympic make very very very good barrels for MSRs too.
Too long? If it was twice as long and twice as many pictures, that’d be awesome for me, and I’m probably not alone.
FLME DELETED You realize he wasn’t touring the Colt, Krueger, or Olympic factories, right?
Nope, not alone. Good stuff.
Matt in FL speaks for many.
Too long?
Stop reading or take a ritalin.
Describing what he is seeing is not cheer leading.
I’m sure Nick would not turn down an invitation from Colt to tour their plant.
One at a time.
FLAME DELETED
Quick question Nick. Can you share the details of the dimensional inspection tooling you saw? Are they still using old style OCs and CMMs or have they traded up to in-line dimension inspection?
These behind the scenes posts are terrific. Very interesting – and lots of nice photos.
Thanks
I love factory tours, and since I’ll likely never make it to this one, this post and the previous one were pretty good substitutes.
Yup. Same here. Like those “How it’s Made” clips on the tube. Too short, but cool to watch.
Hate to nit-pick here, but you forgot the cut rifling method of rifling. Not used by any major manufacturers because its too slow and expensive, but cut rifled barrels are amazingly accurate and allow for variable twist rates that you simply can’t do with a hammer forged or button rifled barrel. Also, Noveske doesn’t make their own barrels in house, they profile them and fit a barrel extension, their blank supplier is Pac-Nor. Any old fool with a lathe can turn a barrel (I should know, done a couple myself), but it takes the serious equipment to drill and rifle one.
Did you discuss with them any third party barrels they supply? Rumors around the internet are that Palmetto State Armory, Centurion Arms, and possibly other companies buy their hammer forged barrels from FN then market them under their own name. Were you able to discuss what the criteria is for a barrel that gets sold to a third party is vs one that FN keeps? Is it simply excess production that gets sold to other companies, are they getting first run barrels on contract, or are they buying factory seconds?
I don’t know about the others, but the FN-PSA link is pretty well known. Anyone know where Spikes gets theirs? I don’t think they make them in house.
Palmetto advertises their barrels are made by FN. well at least some of their barrels anyway. My Palmetto upper was advertised as having one. I honestly don’t remember if it marked as such.
PSA stated that even if it doesn’t have an FN designation, it’s still an FN.
This was in one thread on a forum where PSA was called out on their pressure testing proof method.
It was also stated that the two plants are “Down the Road” from one another. When calculating shipping on a few thousand barrels, I’d say that saves PSA a fair amount of $$.
The “discussion”, to use a nicer term, was involving Spikes questioning of said proofing method, so I am doubtful they (Spikes) use FN barrels.
fn does produce barrels for spike they produce hundreds of barrels for spike noveske as well as some del ton and bravo just to name a few. i work for the barrel line and roll mark over 5000 barrels every month
PSA uses FN barrels in their builds. Most stand alone barrels they sell are FN with the exception of a couple YHM specialty barrels. Their uppers and lowers are done by Aero Precision or at least they were a year ago.
The PSA warehouse is only a 20 minute drive from FN’s manufacturing facility.
Not Aero Precision, but A.O. Precision Mfg. in Daytona Beach.
I believe Noveske’s barrels are made at pac-nor’s shop by noveske employees on noveske equipment.
*Homer Simpson voice*
Mmmm…gurrnnnporrnnnn….
I want to know how do you get the test firing job. That would be a dream job for me.
On the technical side can you tell us what is the sample size that they do on the barrel blanks and of a lot fails do they do 100% testing. Is there both destructive and non destructive test ran ?
I’m on another forum where a guy posts who works for one of the major manufacturers. He thought the test firing job would be great, but the guys that do it burn out from the tedium.
I once worked for a major manufacturer of outboards. We thought the test drivers had cool jobs, out banging across the waves with wide open throttles and all that. Turns out for every hour they do that, they spend at several plodding along at low revs, often in bad weather, just developing test data for the engineers. So much for the glamor. . .
The thing about working with in a gun manufacture in a production environment is that it is manufacturing. Period, plain and simple. Some people love it. Some people think they will love it, get into it and find out that it can have some serious monotony day-to-day.
What I vastly prefer about being a gunsmith is that every gun that comes through the door is different. Making custom guns means most every gun is different. Making the same gun, over and over… gets pretty mundane (or so my friends in the industry tell me) after about the second week.
I’ve got two buddies who work in a small shop, making AR and 10/22 barrels. They love their jobs, but they admit that many days are pretty much the same as the day before. When there’s a break down, or a special order, they’re pretty excited, because it is something different.
Careful, friend – Orwell wrote he loved books until he worked in a book store….
Better question: who is the secret government agency that mandates the uber-accurate rifles?
Oh so many acronyms to choose from. …
They could say thank you to all of us tax payers for their uber-toys every now again.
It is probably the Force Recon Delta Para Scuba Rangers.
They also have ordered the Zorg ZF-1. It’s light; handle’s adjustable for easy carrying; good for righties and lefties; breaks down into four parts; undetectable by X-ray; ideal for quick discreet interventions. A word on firepower. Titanium recharger; 3000-round clip with bursts of 3 to 300. With the replay button, another Zorg invention, it’s even easier. One shot and replay sends every following shot to the same location. And to finish the job, all the Zorg oldies-but-goldies. Rocket launcher, arrow launcher, with exploding or poisonous gas heads, very practical, net launcher, the always-efficient flamethrower, and the all-new ‘Ice-cube System’!
Did you mention the red button?
Leeloo Dallas Multipass
Judging by the employee’s use of the phrase “federal law enforcement agency”, I’m going to surmise that he’s referring to FN’s SPR A3G .308 bolt-action rifle, which was one of two precision rifles that the FBI selected for use for its regional SWAT teams in 2003 (the other was a rifle from GA Precision, I think). One of the requirements stipulated by the FBI is a .5 MOA accuracy standard, up to and past 10,000 rounds.
Better question, do they ever do tours for members of the general public ?
Another great article, and great pics, Nick. Must have been really fun to watch it all humming along.
By the way, I believe Daniel Defense makes their own barrels, cold hammer forged.
Threaded barrels? What would an honest, law abiding citizen need with threaded barrels?
Yeah, I like how they’re made vids too. Something in guy DNA. Mechanically I’ve been described as a cub bear in boxing gloves. But I still like to get into this stuff. That’s why I like my old Russian guns, amongst other reasons. Even I have trouble breaking one.
The most accurate barrels are made with the single-point cutting tool method. Krieger, Bartlein, etc make single-point barrels. The reason why single point cutting produces a better barrel is that the cutting doesn’t produce stresses in the barrel, because the single point cutter cuts only one groove at a time, and then in very small increments to the depth of cut. There’s a reason why the top accuracy competitors are willing to wait up to nine months for a barrel from John Krieger, and it isn’t because his barrels are cheaper than the competition. They’re not. They’re expensive and you have to wait a long time. People interested in the putting the best possible barrel on their rifle pay up and wait. And wait. And then they wait some more.
Most custom rifle barrel makers use button rifling. Up until the rifling is put into the bore, the preparation of the barrel is the same: deep hole drill a hole, check for straightness, then ream, then (optionally) lap, then on to rifling.
Dragging a rifling button through the barrel imparts stresses, and these need to be relieved post-rifling (or) post-lapping. Most rifling buttons are pulled, not pushed, through the bore, and the machine used for this can be as simple as an old hydraulic broaching machine with some additional setup.
Cold hammer forging produces even more stresses in the barrel. Stressed steel tends to wander as temperatures change. Hammer forged barrels aren’t better, they’re just cheaper. Like many other things in the firearms industry, the gun companies have spent a lot of money marketing inferior results as the “new hotness” to gun buyers. This is sort of like marketing parkerized finishes as better than blueing. Park’ed gun finishes aren’t better, but they’re way cheaper than polishing before blueing. When I buy barrels, my first preference for accuracy is a single-point cut barrel, then button-cut, and hammer forged barrels are last on my list of preference. They work, but I’ve yet to see one that shoots as well as the prior two.
As for who makes their own barrels, your list is rather short. HS Precision makes their own barrels in Rapid City, SD. Been there, seen that, they’re using old sine-bar Pratt & Whitney barrel machines. Ruger makes their own barrels. Savage makes their own barrels. Browning makes their own barrels, as far as I know, for both rifles and shotguns. Last I knew, Weatherby made their own.
Right there, I’ve run out of fingers on one hand. I know of two small, custom rifle makers who make their own barrels as well, whom I won’t mention here.
Here’s all the outfits I know who I know make cut-rifled barrels:
Bartlein, Benchmark, Brux, Broughton, Krieger, Obermeyer, Satern, Rock Creek, HS-Precision.
Here’s the outfits I know that do button-cut rifling:
Hart, Shilen, Douglas, Green Mountain, Pac-Nor, Lilja, Criterion.
I’m sure I’m missing some names off either list. That was pulled out of my head as I was typing, not as a result of an exhaustive search. In button-cut barrels, I like Pac-Nor and Lilja. Both have excellent customer service. In cut-rifled barrels, I’ve used several Bartleins, because my customers can’t wait for Krieger.
Making barrels isn’t as difficult as some would make it out to be. Drilling deep holes is a challenge, to be sure, and the downside to the error rate is that one might need to scrap a barrel because the hole drifted too far off-center. Once a reasonably straight hole has been drilled the length of the blank, the rest of the process is pretty straightforward.
Harry Pope[*] used to make some of the most accurate rifle barrels in the country on a converted lathe, and they were rifled with a single-point cutter and a sine-bar rifling adjustment cobbed onto the side of the lathe. With this setup, Pope even was able to make gain twist barrels. Sine bar rifling machines, while seemingly ancient, are very slick for the custom rifle barrel maker. Want a slightly different twist rate? Just shove the sine bar a little further this way or that. Do a little trig, and there you go. Want gain twist rifling? Just add a second slope to the sine bar.
[*] I’m sure a whole bunch of youngsters here just said “Harry who?” Well, maybe you should google Harry’s name and learn a little bit. His work in the gunsmithing world 100 years ago is the stuff of legend.
Great stuff. I was just today talking to a semi-retired gun industry pro who was out doing some scope testing at my club range. He likes Lilja bbls and said they were hands down better than Shilens. I was just about to ask him about Brux but we got side tracked by something else, probably his one hole groups out of his 30BR with the Lilja bbl.
Good bye The Advertisement About Guns.
Buh-bye.
It’s just a look into FNM’s plant dude. I don’t think the intention is to be a shill for FN. I am personally in no way way more or less inclined to buy their stuff after reading this (I’m a Glock/Mosin/S&W guy mostly).I don’t see how this is in any way not The Truth About Guns, in fact, seeing as how it is showing the source and its processes, it is exactly that.
Having been somewhat acquainted with FN’s military products in another life long ago (2001-2009) I find it interesting to see the source of these weapons. I would be equally if not more interested to see a tour of Sikorsky’s plant, but alas, this is TTAG, not The Truth About Helicopters.
Not a type of MIL-spec long gun rifling but another rifling is the “polygonal” type; works EXTREMELY well. Less drag on the bullet not having to “bite” into traditional Enfield-style grooves – and no grooves to brush-clean to remove copper or lead fouling either. Typical cleaning is simply a solvent-wetted swab, then a couple of dry patches. Accuracy with standard OTM rounds is well within the grouping listed. Can I also mention supplier names too? Black Hole Weaponry in St. Helens OR. Their barrels are ONLY made in 416R (rifle grade) stainless steel, then a type of “melonite” treated. They are “tack driver” quality.
I believe PSA has FN barreled uppers on certain models, it would make sense since they are right around the corner. Well in same state! 😉
Does anyone know if Century used FNH-USA barrels on their early Imbel receiver model FN/FALs, it would make sense? Mine has a USA phosphate and crome lined bipod cut bbl. I was lucky and purchased one when they were around 500.00.
One other small but important detail the article got wrong. Button rifling is not cut into the bore, it is pressed. In a way its much more similar to the hammer forging in that its cold working of the steel. If forces the steel of the bore to form grooves and lands. As many manufactures pull as push the button and as noted by another poster it induces stresses into the barrel steel. This can create a less accurate barrel and many manufacturers leave it at this because its cheaper. The better ones do another stress relief heat treat cycle which removes most if not all the stress.
Hammer forging induces stress in the blanks as well but the stresses tend to be more evenly distributed and for that reason they affect accuracy less. They can also be stress relief heat treated to remove these stresses but that can reduce the strength and hardness advantages gained by the hammer forging.
Cut rifling is said to be the most accurate of all but in reality its not proving this any more. Both Hammer forging and button rifling of barrels can produce a very accurate and consistant barrel. Many competitions at all ranges have been won by each of these types.
Hammer forging is the cheapest way to produce good quality barrels but the machinery is very very expensive. It requires high production to amortize the costs to a point where it becomes cheaper. For that reason its mostly used for high production rate barrels.
Button rifling is simpler and faster than cut rifling and usually less expensive. The cost of the button, pusher or puller rod and the machinery to run the button are not cheap but are substantially less than the hammer forge. Button rifled barrels are usually cheaper than cut rifled mainly due to reduced time in manufacture. A button can be pushed or pulled through a rifle length blank in less than a minute.
Cut rifling doesn’t induce any stress into the barrel blank but that doesn’t mean there is no stress already in the blank. The better manufacturers insure proper stress relief and quality control and that is most likely the reason for their more accurate barrels.
The basic gundrill machinery and reamers are common to all three methods of making barrels so the costs associated with them are about the same.
Hope that clarifies some of the unclear.
Timmy
A button is not a broach a broach is a CUTTING tool. The button is a tool that PRESSES the rifling into the bore. “Button broach” is a contradition in terms. I used to work about 40 feet from the button rifling machine some year back and I used to use broach cut barrels in rifles I built when I was doing such things. Also note the 5″ circle accuracy standard is the max. I have never shot an M16A1 or and commercial AR15 that shot this poorly. Most will do closer to MOA
Comments are closed.